 The tables show relative expected rope service life in relationship to D/d ratios and Design Factors. |
Relative Service LifeThe ability of wire rope to withstand repeated bending work over sheaves and onto drums is also called the ‘fatigue resistance’. This terms does NOT describe the ability to withstand mechanical damages nor the crush resistance of the rope. The fatigue resistance of a rope is not time but cycle dependent. Bending fatigue is the ability to withstand repeated bending over sheaves and drums and such ability is depending on factors such as drum diameter, groove dimensions, rope tension, line speed, rope construction, fluctuation between highest and lowest loads, etc. For further information on this topic, please contact us for technical assistance and advice. |
|
|
|
|
Loss of Strength over Sheaves and PinsRope breaking strength is determined in a standard test wherein fittings are attached to the ends of the rope and the rope is pulled in a straight line. If however, the rope passes over a curved surface (such as a sheave or pin) its strength is decreased. The amount of such reduction will depend on the severity of the bend as expressed by the D/d ratio. For example, a rope bent around a pin of its own diameter will have only 50% of the strength attributed to it in the standard test. This is called ‘50% efficiency’. Even at D/d ratios of 40, there may be a loss of up to 5%. At smaller D/d ratios, the loss in strength increases quite rapidly. The angle of bend needs not to be 180°, 90°, or even 45°; relatively small bends can cause considerable loss. The table shown derived from standard test data as published by the ‘Wire Rope Technical Board’, is based on static loads only, and is a weighted average of 458 tests over pins and thimbles on 6×19 and 6×37 class ropes. |

|
Why multi-strand Wire Rope?The number of outer strands determine the contact area between the rope and the sheave groove. If this area is increased the points of contact are multiplied and contact pressures are reduced. At the same time lateral notching stresses between strands and wires are reduced, resulting in increased fatigue life. Extensive tests programs at the University of Stuttgart, Germany, have proven conclusively that the bending fatigue life of wire rope improves with an increasing number of outer strands. Based on that research we have developed Python® High Performance Wire Rope with 8-, 9-, and 10 outer strands. |
|
Archive for the ‘Technical Information’ Category


Sheave- and Drum Dimensions
Sheave Dimensions
We recommend only sheaves made of steel or cast steel. The following are recommended values:
Groove radius (r):
Minimum 0.53 to 0.535 x d
Maximum 0.55 x d
Recommended: ≈ 1% over the actual wire rope diameter
Groove depth (h):
Recommended: ≈ 1.5 x d or d x √2
Sheave throat angle:
For normal applications use 35° to 45° opening. Applications with deflection angles of more than 1.5° use 60° opening. Opening angles below 35° must be avoided.
Sheave hardness:
As the hardness of the single wires in a rope can be approximated to be 50-55 RC, the hardness on the sheave surface must be min. 35 RC, better is 40-45 RC.
D/d ratios:
Depending on the actual equipment and usage of wire rope in hoisting- or pulling applications the following D/d ratios are suggested:

| CONSTRUCTION | Suggested Minimum D/d ratio |
|---|---|
| 6×19 S IWRC | 34 |
| 6×26 WS IWRC | 30 |
| 6×25 FW IWRC | 26 |
| 6×36 WS IWRC | 23 |
| Python® Multi | 20 |
| Python® Super 8 | 20 |
| Python® Power 9 | 26 |
| Python® Ultra | 26 |
| 8×36 | 18 |
| 19×7 / 18×7 | 34 |
| 19×19 | 20 |
| Python® Compac 18 | 20 |
| Python® Hoist | 20 |
| Python® Compac 35 | 20 |
Drum Dimensions
Generally, we recommend grooved drums only. The rope is spooled properly and positively. Depending on the drum/rope diameter relationship helix-grooved drums can be used for up to 3 layers without excessive rope wear. For applications with more than 3 layers (e.g. Mobile cranes) we recommend ‘Lebus’ grooving.
It has to be remembered, however, that rope service life on multiple layer drum systems will always only be a fraction of that compared with single layer helix-grooved drums.
Important: for standard applications the drum grooving should be left hand to accomodate standard right hand lay ropes!
Groove radius (r):
Minimum 0.53 to 0.535 x d
Maximum 0.55 x d
Pitch diameter (p):
The pitch dia. has to be chosen in accordance with the groove radius. Under no circumstance should the pitch dia. be smaller than:
• Minimum 2.065 x groove radius
• Maximum 2.18 x groove radius
If these values are applied to single layer grooved drums the maximum permissible rope-deflection angle for regular wire rope constructions is 4°. For non rotating /rotation-resistant ropes the maximum permissible deflection angle is 1.5° only.
Groove depth (h):
Minimum ≥ 0.374 x d for helically grooved drums

Rotation Resistant and Non-Rotating Wire Rope
HiPacᵀᴹ and ForcePacᵀᴹ Compaction
PYTHON® wire ropes are manufactured using either the HiPacᵀᴹ Compaction- or the ForcePacᵀᴹ Compaction process. Here are the differences:
 |
Standard WiresStandard wires are ‘as drawn’ and have a round outside circumference. This is the standard wire type in the industry. Used for general purpose standard rope constructions, sling rope, small diameter cables, general hoisting duties. |
 |
HiPacᵀᴹ CompactionMost popular Python® compaction type. This process is applied to the strands and NOT to the rope. The ready made strands are run through a compaction process which compress and shape the individual outer wires to have a flat outer surface. The advantages are: |
 |
ForcePacᵀᴹ CompactionThis process is usually applied to Python® DoPar type wire ropes or where the rope core is plastic coated. This process is applied after the rope has been manufactured and compresses the entire rope circumference. Individual surface wires are shaped flat as well as closing strand gaps. The advantages are: |
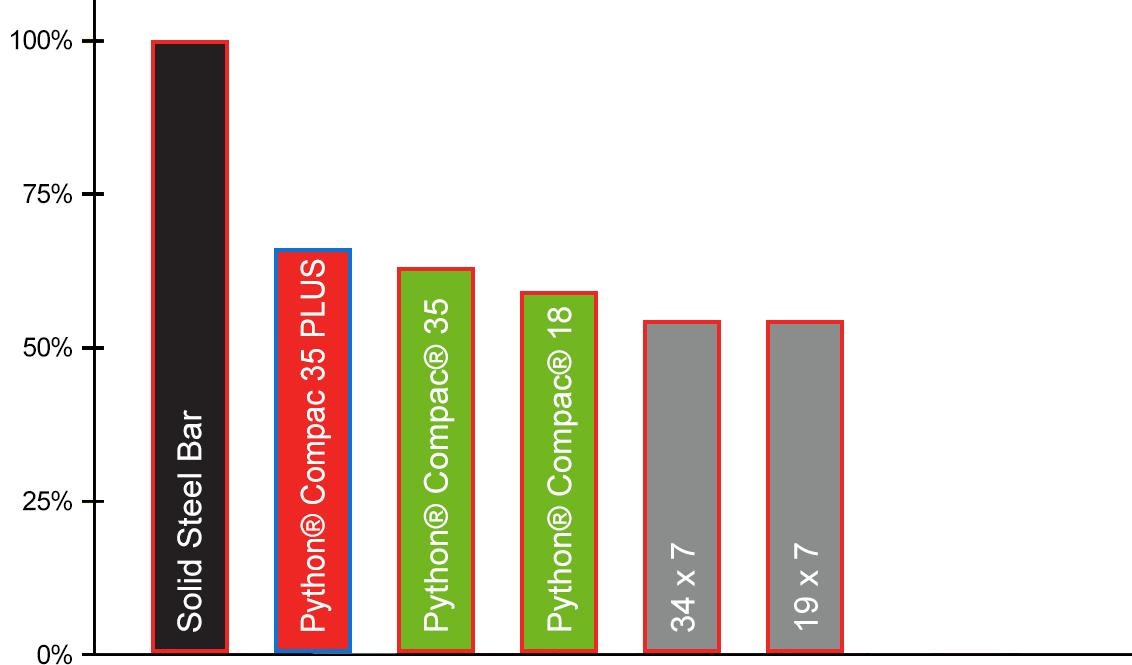
Tensile Strength and Fill Factor
The breaking strength of wire rope can be increased in two ways: either by increasing the wire material TENSILE STRENGTH or by increasing the rope’s FILL FACTOR.
Tensile StrengthThe wires of wire rope are made of high-carbon steel. These carbon steel wires come in various grades. Wire ropes are usually made of Extra Improved Plow Steel (EIPS) or Extra Extra Improved Plow Steel (EEIPS) which roughly equivalents to a wire tensile strength of 1960N/mm² and 2160N/mm². As one can see from the tables, the difference in the rope’s breaking strengths by increasing the material tensile strength is only about 10%. Fill FactorIn order to further increase the breaking strength of wire rope one has to increase the rope’s fill factor. The fill factor measures the metallic cross section of a rope and compares this with the circumscribed area given by the rope diameter. Traditional rope constructions ‘fill’ the rope diameter only up to about 58% with steel. Python® and Compac® wire rope ‘fill’ the rope diameter up to 80% with steel. That is an metallic increase of about 38% which results in a similar increase in rope strength. Two methods can be employed: selecting a different rope CONSTRUCTION or COMPACTING/DIE DRAWING the rope/strands. Many high strength rope constructions use both methods at the same time. |
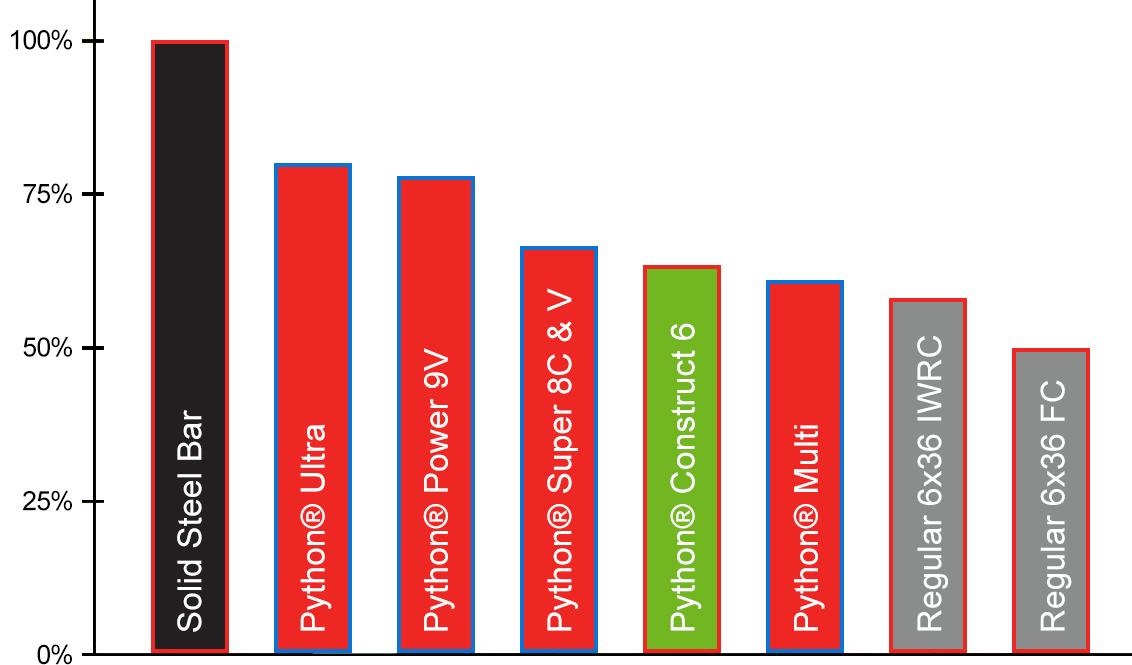
Fill or Density Factor of different rope constructions
|
Cut and Slip Procedure, Lubrication
|
Cut and Slip ProcedureOn multiple layer drums, wire rope will wear out at the crossover points from one wrap to the next. At these crossover points, the rope is subjected to severe abrasion and crushing as it is pushed over the rope ‘grooves’ and rides across the crown of the layer beneath. The scrubbing of the rope, as this is happening, can easily be heard. In order to extend the rope’s working life, shortening of the rope at the drum anchoring point of approx. 1/3 of the drum circumference, moves the crossover point to a different section of the rope. Now, a rope section previously not subjected to scrubbing and crushing will take the workload. LubricationDuring fabrication, ropes are lubricated; the kind and amount depending on the rope’s size, type and use, if known. This in-process treatment will provide the finished rope with ample protection for a reasonable time if it is stored under proper conditions, and in the early stages of the rope’s working life. It must be supplemented, however, at regular intervals. Re-lubrication of a wire rope is not always a simple task. Apart from lubricant being a messy matter in itself, old lubricant, dirt and other particles may cover the outside of a rope to a point were any newly applied lubricant will not be allowed to penetrate the inside of a rope. In these cases it becomes necessary to either thoroughly clean the rope, or to use a high pressure lubrication device which forces new lubricant into the rope. If the wire rope surface is clean, re-lubrication can also be made with spray cans of specially formulated lubricant which penetrates the inside of a rope. The re-lubrication procedure and program is very much dependent on the length and size of a rope and on the equipment the rope is installed on. In any case, if a planned program of regular lubrication is not carried out, the rope will deteriorate more rapidly. Remember that tests have shown that non-lubricated ropes will generate only about 1/3 of the bending cycles than ropes which are well lubicated. Python® ropes with a plastic coated core have the advantage that the inner rope is ‘permanently lubricated’; the lubrication is ‘sealed in’. |

Inspection of Sheaves and Drums, Dimensions of Groove Radius
Inspection of Sheaves and DrumsProper maintenance of the equipment on which the ropes operate has an important bearing on rope life. Worn grooves, poor alignment of sheaves and worn parts resulting in shock loads and excessive vibration will have a deteriorating effect. Sheaves should be checked periodically for wear in the grooves which may cause pinching, abrasion, and bird-caging of the rope. If the groove shows signs of rope imprints the sheave must be replaced or re-machined and re-hardened. The same should be done on drums showing similar effect. Poor alignment of sheaves will result in rope wear and wear on the sheave flange. This should be corrected immediately. Excessive wear in the sheave bearings can cause rope fatigue from vibration. Large fleet angles will cause severe abrasion of the rope as it winds onto the drum. Furthermore, the rope will roll into the sheave groove introducing torque and twist which may cause high stranding and bird-cages. |
Dimension of the Groove RadiusThe very first item to be checked when examining sheaves and drums, is the condition of the grooves. To check size, contour and amount of wear, a groove gauge is used. Two types of groove gauges are in general use and it is important to note which of these is being used. The two differ in their percentage over the Nominal Rope Diameter. For new or remachined grooves, and for inspection of fitness for new ropes, the groove gauge should be 1% over the maximum allowable Plus Tolerance of the new rope; alternately, the sheave groove must measure 1% over the Actual Rope Diameter intended to be installed. Many groove gauges on the market are so called ‘No-Go’ gauges and are made with Nominal plus 1/2 of permissible rope Plus Tolerance. If you use these gauges be sure that the existing rope is SMALLER than this gauge. A rope operating in an even slightly undersized groove, deteriorates faster and may develop bird-cages. |
 |
 |
 |
| Correctly +5% sized plastic and stainless steel sheave gauges available from Unirope. |
 |
 |
 |
 |
 |
 |
| Check bearings for wobble, lubrication & ease of rotation. | Properly matched rope & sheave groove. | Sheave groove too small. | Sheave groove is undercut. | New rope will get damaged beyond repair. | A sheave corrugated by the rope’s ‘print’. This sheave will damage the rope. |
Corrosion, Rope Removal and Cause
|
Corrosion, while difficult to evaluate, is a more serious cause of degradation than abrasion. Usually, it signifies a lack of lubrication. Corrosion will often occur internally before there is any visible external evidence on the rope surface. This is one of the reasons why we developed PYTHON® wire rope with a plastic protected core. The plastic protects the core against corrosion and the user does not have to worry about undetected corrosion which may lead to a sudden and unexpected rope failure. |
Corrosion of the rope core not only attack the metal wires, but also prevents the rope’s component parts from moving smoothly as it flexes. Severe rusting leads to premature fatigue failure of single wires. When the rope shows more than one wire failure near a fitting, it should be removed immediately. To prevent abnormal corrosion, the rope should be kept well lubricated. In situations where abnormal corrosive action can occur, it may be necessary to use galvanized or stainless steel wire rope. |
Mechanical Damages
Mechanical DamagesIt is nearly impossible to list all variations of mechanical damage a rope might be subjected to. Therefore, the following list should only be taken as a guideline. None of these damages are repairable. However, the magnitude of the damages may vary from a slight cosmetic damage to total destruction of the wire rope. If you are not sure about the extent of the damage, change the rope, or call us for technical assistance and advice. |
FittingsInspect the fittings on your rope and look for wire breaks at the shank of sockets or sleeves. Inspect the fittings for wear, distortion, cracks, and corrosion. Follow the inspection criteria of the fitting manufacturer and DO NOT ATTEMPT TO REPAIR ANY WIRE ROPE FITTING YOURSELF! Watch for missing hook latches and install new ones if necessary. If latches wear out too rapidly, ask us for special Heavy Duty latches which may fit your hook. Some hook manufacturers offer self-locking and special Gate Latch hooks. |
|||
 |
Bird Cage (6-strand rope) caused by shock loading. |  |
Inspect wire rope at all fittings. Replace fitting if any broken wires are detected. |
 |
 |
Bird Cage (non-rotating rope) caused by worn sheave grooves. | |||
 |
Bird Cage forced through a tight sheave. | |||
 |
Protruding Core because of shock loading, torque build-up during installation, tight sheaves, or incorrect rope design. | |||
|
Actual example of a wire rope which jumped out of the sheave. Note the imprint of the sheave flange. |
Actual example of a rotation resistant wire rope which was forced to run in too tight sheave grooves. Result is so called ‘core popping’. |
|||
 Wire rope rolled off a sheave. |
KinksKinked wire rope due to improper installation procedure. |
|||
Multiple drum winding: Layer-to-Layer Crushing. |
 Kinked wire ropes which have been used. Kinks are pulled tight and caused distortion and failure. |
 |
||
 Smooth drum winding: Srubbing between drum wraps. |
||||
 Smooth drum winding: Crushing at Crossover Points. |
||||


Rope Stretch, Core Wire breaks
Rope StretchConstructional Stretch This stretch occurs in three phases: 1) Initial or constructional stretch during the early period (Run-In) of rope service, caused by the rope adjusting to the operating conditions. 2) Following the run-in period there there is a extended period – the longest part of the ropes’s service life – during which a slight increase in stretch takes place over an extended time. This results from normal wear, fatigue etc. On a graph this portion would almost be a horizontal straight line inclined slightly upward from its initial level. 3) Thereafter, the stretch occurs at a quicker rate. This means that the rope has reached the point of rapid degradation; a result of prolonged subjection to abrasive wear, fatigue, and inner undetected wire breaks, etc. This second upturn of the curve is a warning indicating that the rope should be removed to avoid sudden catastrophic rope failures.
|
Elastic Stretch / Elastic Limit In many instances it is not easy to clearly distinguish between (the remains of) constructional stretch and elastic stretch as they may occur together especially when the rope is new. The values for Elastic Stretch are dependent on rope construction, lay length and type, steel material, tensile strength of wires etc. An approximation is 0.25% to 0.6% at WLL (or lifting capacity). The E-module varies similarily from about 11 Million to 16 Million lbs/inch2. For exact values please contact us for further information. Elastic stretch turns into a ‘permanent’ stretch when the rope is loaded beyond 55%-60% of its breaking strength (or beyond 2-1/2 to 3 times its WLL). At that point the steel material elongates and deforms permanently and renders the rope inoperable as the individual wires will have lost much of their mechanical properties to withstand material fatigue.
|

