Worn and abraided wiresWear, due to friction on sheaves, rollers, drums, etc., eventually causes outer wire abrasion. Before any inspection is made, determine what type of wire rope you have in service. Many of today’s wire ropes are ‘compacted’, ‘calibrated’, or ‘die formed’. This manufacturing process purposely flattens the outer wires and for an inexperienced inspector these ropes may appear to be already abraded when indeed they are brand new. If you are in doubt about what type of rope you are about to inspect, have a look at a section of the rope which was not subjected to any abrasive work; e.g. like the safety wraps on the drum or a section just behind the end connection. The round outer wires of standard wire rope will become flat on the outside due to friction when in contact with drums, sheaves, or other abrasive matter like sand or gravel. This is part of normal service deterioration and in most crane installations relatively even abrasion will occur. The rope must be replaced, however, if this wear exceeds 1/3 of the diameter of the wire. It is good practice to compare a section of the rope which was NOT subjected to any bending work (e.g. the safety wraps, or a short section behind the end fitting) to the rope section to be inspected. The same applies when evaluating any possible reduced rope diameter during service. (See next column.) |
Reduction in Rope DiameterAs already discussed on the ‘Measuring the rope diameter‘ page and on the ‘Break-In-Period‘ page, shortly after installation, the wire rope diameter will slightly decrease. This is normal and is caused by the adjustment of all rope elements when loaded the first time. To evaluate the diameter reduction, you have to measure the rope when new, and you also have to measure the rope after the break in period at a specified load. This gives you a good indication of the magnitude of the initial diameter reduction in your specific application. The diameter reading you took after the break in period should now become your ‘gauge’. Do not compare the rope diameter you are about to take with the ‘catalogue’ diameter. It may give you a false indication, since wire rope may have a plus tolerance of up to 4% to 5% over the ‘catalogue’ diameter. If you detect a further diameter reduction when measuring the rope under the same load condition as after the break in period, it is often due to excessive abrasion of the outside wires, loss of core support, internal or external corrosion, inner wire failures, and/or inner wire abrasion. However, there will always be a normal continuous small decrease in diameter throughout the rope’s service life. Core deterioration, when it occurs, is revealed by a more rapid reduction in diameter, and when observed, it is time for removal. Deciding whether or not a rope is safe is not always a simple matter. A number of different but interrelated conditions must be evaluated. It would be dangerously unwise for an inspector to declare a rope ‘safe’ for continued service simply because its diameter had not reached a certain minimum diameter if, at the same time, other observations led to a different conclusion. However, ASME, ISO 4309, CSA, other Canadian Provincial H&SA and USA OSHA Regulation have various values published for maximum allowable diameter reductions. They are somewhat confusing as they show diameter reduction values from 3.5% to 9%, and some give reduction values in inch fractions depending on rope nominal diameter.
|
|
 |
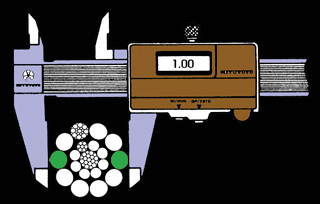
When the surface wires are worn by 1/3 or more of their diameter the rope must be replaced. | |
 |
Abrasion caused by dragging the rope over a sharp object (steel corner, sharp plate, abrasive surface etc.) | |
 |
Peening and subsequent wire break caused by high fleet angle and rope vibration. | |
 |
Rope abrasion caused by normal operating condition on a high cycle crane. Rope must be retired. | |
 Take measurement of rope diameter AFTER the
Take measurement of rope diameter AFTER the